Having a blast – actually not coating anything
Our sales department often receives enquiries about the types of pipes and tubes we blast, coat, and handle. The answer is straightforward: we provide machinery for blasting, coating, and handling of all long steel objects. But, of course, we don’t do this ourselves, as all our customers well know. However, for those outside the industry, this invariably leads to confusion.
The running gag
The running joke among our colleagues at parties is always, “No, we don’t coat anything, wait, let me explain it one more time… We supply the ma-chi-nes for applying that coating.” At this point, you can see eyes starting to glaze over.
What not?
The subsequent question at birthdays often revolves around what types of coatings we deliver equipment for, and their specific applications. Here too, the answer is pretty much ‘all types’, depending on their use. We provide coating systems for pipes used in water transport, CO2 capture (CCS), hydrogen (H2), traditional sources like oil and gas, aviation fuel, petrochemicals, and for tubes used in construction, as well as for wind turbine monopiles. For the layperson, the simplest answer might be, “For everything in energy infrastructure that goes above or below ground, and all that is part of offshore and underwater operations.”
From here to anywhere
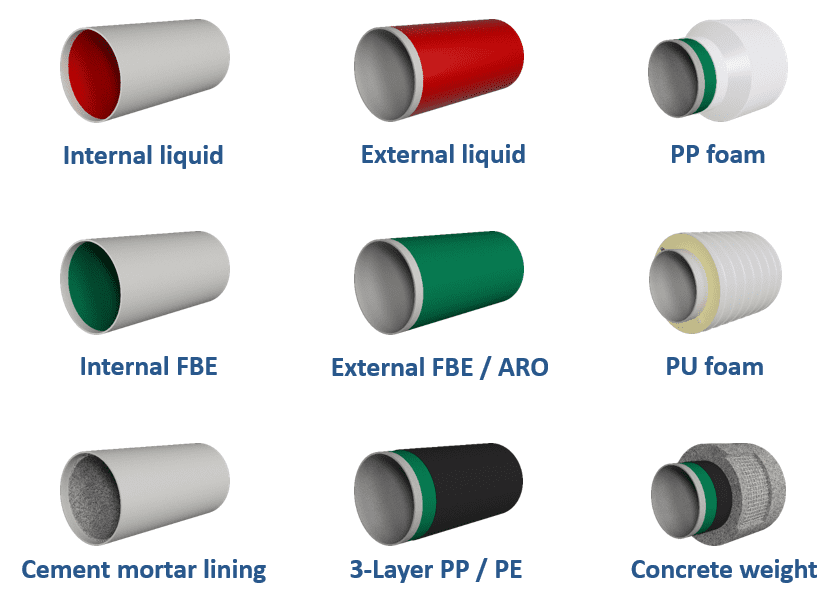
To add to the complexity, we deliver tailor-made full process solutions, often incorporating a high level of automation. But since ‘everything’ means as little to the expert as it does to your grandma at a party, we’ve tried to outline what falls within our ‘standard’ in this article about external coatings (*we specialize in both internal and external pipe coatings of course). *Continuing to emphasize; in principle, we can handle anything long and made of steel…
We externally blast, coat and facilitate the handling of the following:
- We coat LSAW pipes, which are created by bending a steel plate lengthwise and welding it along the seam. This method, known as longitudinal submerged arc welding, demands heavy, precise machinery. LSAW pipes are ideal for critical applications, including high-pressure fluid transport in oil and gas sectors that require stringent safety standards, offshore operations, and systems for carbon capture (CCS) and hydrogen (H2) transport. Diameters: Commonly range from about 16 inches (406 mm) to 64 inches (1626 mm), with larger diameters possible for specialized applications.
- Lengths: typically, up to 12 meters (about 40 feet) due to transportation constraints, but longer lengths can be achieved through custom orders or on-site welding.
- External Coating: LSAW pipes can receive various external coatings, including 3LPE (3-layer polyethylene) and 3LPP (3-layer polypropylene) for corrosion protection. For high insulation requirements, such as in oil transport, 5LPP coatings are used, which might be Glass Syntactic Polypropylene for deep offshore conditions (up to 3-4 km) and Gas Foamed Polyurethane for shallower depths (up to about 1 km). S-and D-FBE coatings with the second layer as ARO are common in the US for abrasion resistance. For underwater applications, CWC can be applied using impingement or compression methods for negative buoyancy and external protection.
- We coat SSAW pipes (Spiral Submerged Arc Welded), sometimes called ’Helical’ – HSAW which are formed by uncoiling steel and spiraling it into a tube shape. This process requires generally less heavy machinery compared to LSAW. Typically used for water transport, these pipes are suited for less critical applications and lower pressure environments, more common to onshore projects.
- Diameters: commonly range from about 16 inches (406 mm) to 120inches (3048 mm), with larger diameters possible for specialized applications.
- Lengths: typically, up to 12 meters (about 40 feet) due to transportation constraints, but longer lengths up to 24 meter can be achieved through custom orders or on-site welding.
- External Coating: all SSAW pipes can be coated with 3LPE for comprehensive corrosion protection. Polyurethane (PU) coatings, typically a half to two millimeters thick, are applied to large diameter pipes for water transport, providing pure anti-corrosion protection applied in one or two layers. As for LSAW, similar for SSAW for specialized underwater applications, coatings such as especially where negative buoyancy and protection from external impacts are needed, Concrete Weight Coating (CWC) is applicable, applied through either impingement or compression methods.
- We coat Seamless pipes, made from a steel lump that’s heated until red-hot and then stretched over a mandrel to form the pipe. This forceful process shapes the pipe to the desired diameter and wall thickness, making it ideal for transporting steam or petrochemicals.
- Diameters: typically, these pipes have an outer diameter (OD) in the range of ½ inch (12.7 mm) to 36 inch (914 mm), possibly even larger in some cases, and feature significantly thicker walls. They are usually longer, ranging from 8 to 18 meters.
- Lengths: seamless pipes are generally available in lengths from 16 to 40 feet (4.8 to 12.2 meters), with custom lengths available for specific projects.
- External Coating: seamless pipes are suitable for 3LPE, 3LPP, S-FBE, and D-FBE coatings, offering corrosion protection and durability. D-FBE with ARO, providing abrasion resistance, is a popular choice for both US and European markets. While seamless pipes might typically use 5LPP coatings due to their manufacturing process and applications, CWC can be applied for pipes used in underwater environments to achieve negative buoyancy and protect against external damages.
- We coat ERW tubes (Electric Resistance Welded): These smaller, lighter tubes usually feature thinner steel walls. Starting from a steel coil, it’s unrolled into a flat plate, then longitudinally pressed into a tube by rolling, with the edges welded together through electric resistance welding—a kind of induction process that leaves barely visible seams. ERW tubes are versatile, often used where appearance matters, like in automotive or as conduits for electrical cables, providing some protection against minor impacts.
- Diameters: typically, up to ¼”- to say 24 inches (OD), catering to a range of applications.
- Lengths: generally shorter, with standard lengths from about 6 to 12 meters, suitable for various uses including construction and protective coverings for electrical wiring.
- External Coating: ERW tubes can be coated with 3LPE and 3LPP for external corrosion protection. PU foam insulation might be used for district heating and cooling, offering a thick insulating layer to maintain the desired temperature within the tubes. For specific underwater applications where ERW tubes are used, CWC can also be considered for added protection and buoyancy control, applied through impingement or compression methods.
- We coat monopiles: these large-diameter, heavy-wall steel tubes are essential for offshore wind farm foundations. Manufactured by welding together steel plates into ‘cans’ which are then joined to form the monopile, this process demands sophisticated, heavy-duty machinery. Monopiles must withstand harsh marine environments and significant structural loads, making them critical for the stability of offshore wind turbines.
- Diameters: commonly range from 4 to 10 meters, accommodating the scale and support requirements of offshore wind structures.
- Lengths: vary significantly, often extending up to 30 meters or more, to ensure deep seabed anchoring and stability for wind turbines.
- External Coating: monopiles are typically coated with specialized marine-grade epoxies or high-performance polyurethane coatings for corrosion resistance in offshore environments. *With our industrial automated coating process, we guarantee consistent quality, higher output, and adherence to the strictest industry standards, providing our clients with peace of mind and significant cost savings over the lifespan of their offshore wind structures.
- *Coating standards such as Frosio, NACE, SSPC, and other norms ensure the quality of coatings. This quality is always better achieved through an intense pretreatment of the steel surface by, for instance, a highly automated high output mechanical blast process. Particularly in the offshore and maritime sector, climate conditions are important to test. The coating inspection of the pretreatment is seen as the most important control. Optimal adhesion of a durable coating system requires precisely the right pretreatment of the substrate. Both surface cleanliness and surface roughness are assessed at this stage. A common saying in this industry is, “A coating is only as good as its pretreatment.” This means that with very good mechanical blasting and higher capacity cleaning, the application becomes better. You can start coating much faster without the formation of flash rust.
Innovate Better Together!
By mutual learning we have grown to who we are today. A trustworthy supplier of a multitude of automated solutions. Do you want to optimize performance? Reach out to us at +31 (0)251 211 999, send an email to sales@selmers.com or fill in the contact form.