Selmers has been supplying equipment for pipe blasting and coating for decades. For the application of an extra layer, or film, to protect this anti-corrosion coating electrically and mechanically, external extruders were used until the mid-1990s. However, those were not sufficiently suitable for our customers’ applications. So what do you do? You develop your own extruders. And things didn’t end there!
Plastic granulate
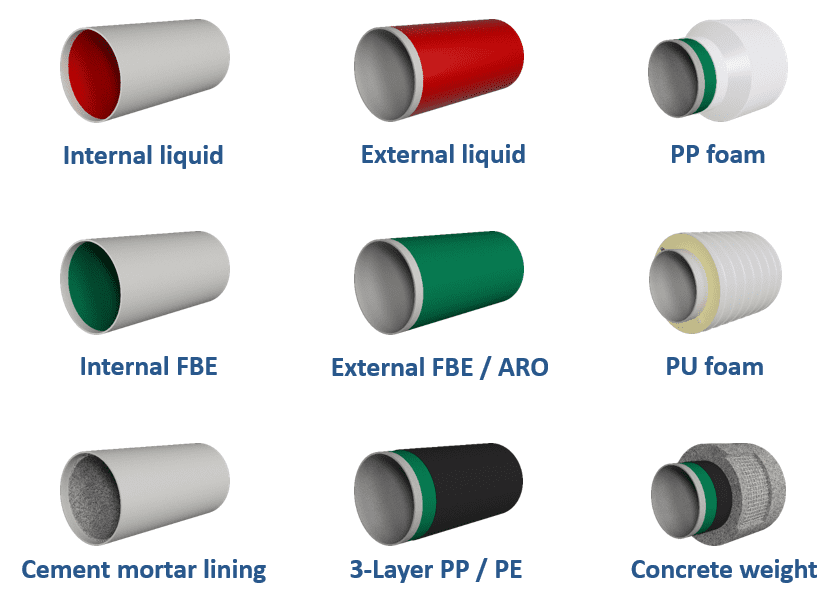
In extruders, plastic granules are melted to form a homogeneous layer, or film. This is applied to the outside of pipes for previously mentioned protection and as an electrical insulation layer. The specific plastic material used as granulate depends on aspects such as outside temperature and method of laying, for example laying down or pulling over the bottom. For example, HDPU (High Density Polyurethane) is used for low temperatures and PP (Polypropylene) for higher temperatures and for more powerful protection. The fact that extruders are designed to handle only one type of material was a thorn in our side.
Multifunctional
So we developed our own extruder that could handle several materials. We did this by modifying the geometry of the extruder screw, which is the heart of the extruder, so that it could process multiple materials according to the client’s requirements. For the customer, this also had the advantage that the screw did not have to be replaced each time different materials had to be used. And that, in turn, saved costs and time. In all modesty, this earned us a certain reputation. Encouraged by this success, we decided to integrate the entire control of the extruder into our own control system. This in turn has the additional advantage that we can monitor the machine remotely in the event of an outage.
High-speed extruder
By developing and producing everything in-house, our extruders were about 20% cheaper than many competitors. Over time, however, cheaper extruders came on the market, so around 2017 we introduced another type, the high-speed extruder. This is smaller than other extruders and can run at much higher screw speeds. In order to be flexible towards customers here as well, we have now built about four machines. These have different diameters, speeds and screws, depending on the customer’s desired material and capacity (in kg of material per hour).
Melting part
And then came the new Asian materials. There, without any experience in the coating world, they wanted to work with their own home-produced and entirely different material. And at full capacity at the same time. In order to meet these high capacity requirements with our extruders, we designed a so-called additional ‘melting part’, attached to the tip of the screw. This allowed us to extend the melting process, thus solving the problem that arose at the time of unmelted particles as a result of production at high speed. This worked out so well that we have since integrated these melting tips as standard in our extruders. This allows us to be even more flexible with our output capacity range, as we can now go from 15% up to 100% on a continuous basis.
Weld seam compensation system
The melting part also ensures optimum temperature homogeneity of the melt, in other words without large temperature fluctuations. And that in turn is important for determining the electrical and mechanical properties of the coating. Finally, as a further perfection, we have developed a weld seam compensation system. This comes down to applying extra material to welding seams by our machine to compensate for the shrinkage effect of PE/PP when it cools down. This will save up to 25% of material use. And you guessed it: this functionality is now available in all our extruders.
Are you curious how our multifunctional, high-speed extruders can improve your process? Just call your sales contact or send an email to sales@selmers.com Or read more about extruders on the solution page